Всем привет! Нередкой работой для токаря является изготовление шаров. В основном эти изделия идут на рукоятки других станков. Иногда складывается впечатление, что эти шары- вожделенный плот для расхитителя станков.
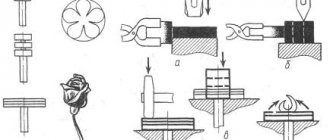
Так вот, обычно точение шара происходит при помощи шаблона, в роли которого выступает рукоятка с шаром нужного диаметра. Заготовка обдирается до диаметра шара, после чего в резцедержатель устанавливается два отрезных резца. Режущая кромка этих резцов может быть закруглена. Левый резец подводим супортом к заготовке до касания, а правый резец двигаем руками к шаблону и крепим его в резцедержателе.
После этого левым резцом касаемся торца заготовки. Чтобы правый резец так же коснулся правой стороны шаблона, нужно подать шаблон пинолью задней бабки в нужную сторону.
Первым минусом такого способа является наличие недоступной зоны для правого резца, который далее я буду называть копиром . Это зона – место входа шпильки в шар. Как видно ниже на фото у заготовки остается необработанной небольшая окружность в центре – это и есть та самая недоступная зона. Она обрабатывается на глаз, после снятия шаблона.
После шлифовки и полировки все же можно получить более или менее ровный шар. Речь не идет о шаре с правильной геометрической формой. Для «правильных» шаров делаются специальные, достаточно точные и непростые в изготовлении, приспособления – шароточки. Вторым минусом описанного способа является потребность в шаблоне, который не всегда просто найти.
Я же решил сделать более простое приспособление, которое лишено минусов первого способа. Конструкцию этого девайса я впервые увидел на канале блогера из Одессы, Дмитрия Бербраера. Приспособление также зажимается в патрон задней бабки и выполняет роль держателя шаблона.
Читать также: Как прозвонить обмотку генератора мультиметром
В роли шаблона может выступать любая шайба с нужным наружным диаметром и отверстием по центру от 6 до 8 мм. Ка видно ниже на фото, у копира есть доступ к окружности с обоих сторон, так как крепление расположено снизу, а кронштейн подходит с задней стороны.
Шаблоны можно как подобрать так и изготовить на том же токарном станке, а после работы складывать их в одно место. Так можно со временем накопить множество шаблонов с разными диаметрами. Спасибо Дмитрию за идею, Вам за внимание, а держатель занимает свое место на полке с оснасткой.
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Как выточить шар на токарном станке
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Приспособление для точения шаров на токарном станке
Как сделать идеальный шар из дерева на токарном станке? Какие самые необходимые и лаконичные действия нужны для этого? То есть как предварительно обрезать деревянную чурку, как мягко срезать слой за слоем и другие вопросы в этом видеуороке.
Создание деревянных шаров звучит как достаточно простая задача, но это не так. Я пробовал несколько разных методов. Очевидный способ — включить его на токарный станок, и есть способы сделать это точно, хотя они не являются быстрыми или легкими. Если вам нужно сделать много шариков, то это не удовлетворительный метод.
Плохой метод
Чтобы сделать маленькие шарики примерно на один дюйм, я разрезал кубики, снял края с помощью ножа, а затем оставил их сидящими в перевернутом боксе, установленном поверх шлифовальной машины. Этот метод очень низок, он занимает много времени, и шары не выходят нигде рядом. Конечное зерно и длинное зерно куба изнашиваются с разной скоростью.
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Сфероточка для токарного станка — Станки, сварка, металлообработка
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.
С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Фрезерная приставка для токарного станка
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.
Кулачок для токарного станка
Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.
Трехкулачковый патрон для токарного станка
С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
по теме: Полезное приспособление для токарного станка
Точение для начинающих | Станки и инструменты
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Как выточить шар на токарном станке: по дереву или металлу, методы точения
Сферические изделия выполняют функцию рукояток на различном оборудовании, либо в мебельной фурнитуре. Обычно для изготовления подобных элементов прибегают к использованию системы ЧПУ, однако опытным токарям и столярам подобная задача не в новинку. В следующей статье поэтапно разберемся в процессе создания шарообразной детали на токарном станке.
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине.
Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса.
Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой.
Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием.
В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем.
Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты.
Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600.
Существует два способа полировки поверхности с помощью абразивной ленты.
В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Шароточка для токарного станка своими руками
Вот одна из ссылок на ту шароточку, которая мне понравилась. » >
Ё-блин так это ещё интересней чем проксон, тут надо просто оснастку для сменных пластин делать
Aspirant написал : Ё-блин так это ещё интересней чем проксон,
Гораздо интереснее. Вот где бы еще время взять на ее изготовление.
у меня конструктор есть по совместительству. пока он занят, как освободится (к концу сентября от огородов) озадачу. потом на заводе или сам сотворю
Aspirant написал : у меня конструктор есть по совместительству
Вам хорошо, а я вот сам себе Петлюра. И конструктор, и чертежник, и слесарь, и токарь и.
да я такой же просто понял, что сам всё не сделаю вот и обращаюсь к пенсионерам потому что они на порядок опытнее, мудрее и умнее нас молодых во всём. только мы шустрые и этим отличаемся
Про себя я этого сказать не могу.
Aspirant написал : В среду получил шароточку Думаю приспособить её на Корвет или сделать аналог для большого станка вот хвастаюсь
Если можно, дайте размеры этой приспособы. Здесь ролик про сфероточку Вот еще
По просьбам трудящихся развиваю тему и размещаю чертежи купленой мной шароточки Просьба к товарищам, которые бывают на чипмэкере — сделайте ссылки на эту тему, охота народ подтянуть для пользы дела
а это фото самих железок
А вот собранная шароточка в положении для точения внешних сфер
А теперь главное — без прямоугольной опоры точка реза совпадает с осью вращения обрабатываемой деnали на Корвете 400 при установке оснастки вместо резцедержки